中达在五轴激光熔覆修复中心上的应用方案
2011-05-27 11:08:11 来源:大比特电子变压器网 点击:1193
摘要: 激光熔覆技术已成为新材料制备、金属零部件快速直接制造、失效金属零部件绿色再制造的重要手段之一。通过使用中达数控系统、伺服驱动和伺服电机,五轴激光熔覆修复中心在较经济的情况下,实现了更加完美的控制应用。
激光熔覆概述
激光熔覆亦称激光包覆或激光熔敷,是20世纪70年代随着大功率激光器的发展而兴起的一种新的表面改性技术。是在激光束作用下将合金粉末或陶瓷粉末与基体表面迅速加热并熔化,光束移开后自激冷却形成稀释率极低,与基体材料呈冶金结合的表面涂层,从而显著改善基体表面耐磨、耐蚀、耐热、抗氧化及电气特性等的一种表面强化方法。如对60#钢进行碳钨激光熔覆后,硬度最高达2200HV以上,耐磨损性能为基体60#钢的20倍左右。在Q235钢表面激光熔覆CoCrSiB合金后,将其耐磨性与火焰喷涂的耐蚀性进行了对比,发现前者的耐蚀性明显高于后者。
激光熔覆技术涉及光、机、电、计算机控制器(数控系统)、材料、物理、化学等多门学科的跨学科高新技术。近年来,结合CAD技术兴起的快速原型加工技术,又为激光熔覆技术增添了新的活力。
激光熔覆可以在廉价金属基材上制备出高性能的合金表面而不影响基体的性质,降低成本,节约贵重稀有金属材料,因此,世界上各工业先进国家对激光熔覆技术的研究及应用都非常重视。
目前,激光熔覆技术已成为新材料制备、金属零部件快速直接制造、失效金属零部件绿色再制造的重要手段之一,如对汽轮机轮子轴、大型发电机轴、大型风机轴的磨损修复。已广泛应用于航空、石油、汽车、机械制造、船舶制造、模具制造等行业。
五轴激光熔覆修复中心概述
1.系统组成
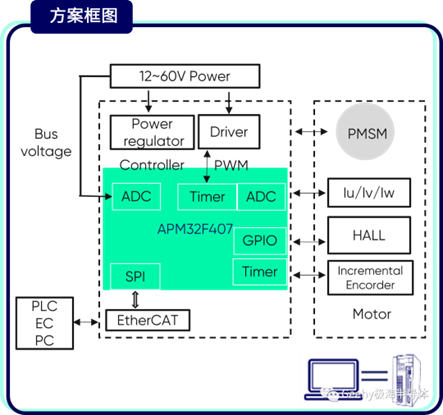
激光熔覆修复中心由激光器、外光路、加工机床、冷水机组、数控系统、安全保护系统、辅助工艺部分等组成。系统构造及工作原理如图1所示。

图1 系统构造及工作原理图
2.激光熔覆的工艺及流程
激光熔覆按熔覆材料的供给方式大概可分为两大类,即预置式激光熔覆和同步式激光熔覆。
预置式激光熔覆是将熔覆材料事先置于基材表面的熔覆部位,然后采用激光光束辐照扫描熔化,熔覆材料以粉、丝、板的形式加入,其中以粉末的形式最为常用。
预置式激光熔覆的主要工艺流程为:基材熔覆表面预处理---预置熔覆材料---预热---激光熔化---后热处理。
同步式激光熔覆则是将熔覆材料直接送入激光光束中,使供料和熔覆同时完成。熔覆材料主要也是以粉末的形式送入,有的也采用线材或板材进行同步送料。
同步式激光熔覆的主要工艺流程为:基材熔覆表面预处理---送料激光熔化---后热处理。
按工艺流程,与激光熔覆相关的工艺主要是基材表面预处理方法、熔覆材料的供料方法、预热和后热处理。
3.激光熔覆的特点
⑴ 冷却速度快(高达106 K/s),属于快速凝固过程,容易得到细晶组织或产生平衡态所无法得到的新相,如非稳相、非晶态等;
⑵ 涂层稀释率低(一般小于5%),与基体呈牢固的冶金结合或接口扩散结合,通过对激光工艺参数的调整,可以获得低稀释率的良好涂层,并且涂层成分和稀释度可控;
⑶ 热输入和畸变较小,尤其是采用高功率密度快速熔覆时,变形可降低到零件的装配公差内;
⑷ 粉末选择几乎没有任何限制,特别是在低熔点金属表面熔敷高熔点合金;
⑸ 熔覆层的厚度范围大,单道送粉一次涂覆厚度在0.2~2.0 mm;
⑹ 能进行选区熔敷,材料消耗少,具有卓越的性能价格比;
⑺ 光束瞄准可以使难以接近的区域熔敷;
⑻ 工艺过程易于实现自动化。
中达控制方案
1.控制系统方案组成
⑴ 数控系统:PUTNC-H8C-M*1;
⑵ 伺服驱动:ASD-B1521-A*3、ASD-B2023-A*2;
⑶ 伺服电机:ECMA-E31315ES*1、ECMA-E31315FS*2、ECMA-E31820PS*2。
2.中达控制系统介绍
PUTNC-H8C-M铣床专用型数控系统采用分体式操作平台,使用更方便, 操作更灵活;配置的10.4in彩色液晶显示器,视野更大、更清晰;可选配高质量的机械开关,来符合工业环境的防护要求,使用寿命更长。
PUTNC-H8C-M数控系统最大控制轴数:通用系统——7路伺服轴+1路变频器主轴;铣床系统——7路伺服轴+1路伺服主轴。
电压命令型伺服电机采用FLASH ROM架构,可快速方便更新系统PLC及显示画面;最大响应速度1000kpps;分辨率1μm时,速度可达60m/mim;程序容量512K,更可选配USB接口;具有MACRO指令,可灵活的设计加工程序;具多国语言设定及简易图形编程;具备防撞功能(手摇轮安全测试)。
ASD-B系列伺服驱动内建完整的三种基本控制机能(位置/速度/转矩模式),可以方便的和上位控制器连接;动态响应性好,伺服整定时间低于2ms、空载状态下-3000~3000r/min的加速时间为14ms;PDFF(Pseudo-Derivative Feedback and Feedforward)强健式控制架构相应更快速、对外部干扰有更强的抑制补偿能力,从而能够保证其他外力突然介入时,伺服定位或定速被影响很少;伺服的自动增益调整功能,能自动评估负载情况并合理设置伺服增益,从而使伺服调试更简单、更快捷,且伺服定位更精准,无超越量和加速度过冲。
结语
随着科技的飞速发展,机械加工行业的加工也日趋复杂化,这就要求自动化控制系统必需要不断的升级。中达电通控制系统具备稳定性、开放性和易用性等特点,有很强的特种机械设备使用的发展空间与潜力。

自动化控制系统
本文为哔哥哔特资讯原创文章,未经允许和授权,不得转载,否则将严格追究法律责任;


5月16日下午14点,唯样(ONEYAC)联合TE互联生活解决方案事业部开启暖通空调专场直播,届时将分享连接解决方案,助力行业客户在复杂环境中达成高效、可靠连接。
9月11日,2020年“第十五届(苏州)中国磁性元件智能生产暨高性能材料应用技术峰会”在苏州太湖国际会议中心圆满结束,中达电子、博微田村、中电熊猫、青岛云路、普思、台达、欧普照明、光宝、美磊电子、中瑞电子等600多家企业,1100余人到场参会。
根据2018年三大运营商集采数据,华为、中兴、中恒电气、动力源、中达电通和维谛已占电信运营商集采90%以上的份额。铭普光磁、易达、亚澳博信、华脉科技等企业分得剩余份额。
7月26日,“第十三届中国磁性元件智能生产暨高性能材料应用技术峰会”在苏州太湖国际会议中心圆满举办。会议当天,光宝科技、TDK、台达、中达、欧普照明、普思、云路、台庆、美磊、华丰等电源、磁性元器件企业将近800余位行业精英到会。
由大比特资讯和发现之旅频道的《品质》栏目联合主办的“2017’艾森杯第七届大中华区电子变压器电感器电源适配器行业评选”已于12月21日进入投票阶段。据主办方透露,截止12月25号,投票人数已有千人左右,投票正处于白热化阶段。三大奖项竞争激烈,中达、顺络、大忠等企业暂时领跑排名。
据来自中国电信的官方消息显示,中国电信2014年240V直流电源集中采购项目已于日前结束,高压直流产品方面,此次集采的整体量为202套,共有华为、中恒电气、动力源和中达电通等四家企业入围。

第一时间获取电子制造行业新鲜资讯和深度商业分析,请在微信公众账号中搜索“哔哥哔特商务网”或者“big-bit”,或用手机扫描左方二维码,即可获得哔哥哔特每日精华内容推送和最优搜索体验,并参与活动!
发表评论
 订阅号
订阅号
 服务号
服务号
 视频号
视频号
 抖音号
抖音号
哔哥哔特商务网
重视商业和技术性活动在推动行业服务工作方面
的重要作用,并与相关行业组织密切合作关系。